 EN
EN
Domů / Novinky / Novinky z oboru / Jak chránit slinuté magnety NdFeB pro synchronní motory před korozí?
Novinky z oboru
Oct 24,2025
Jak chránit slinuté magnety NdFeB pro synchronní motory před korozí?
Proč jsou slinuté magnety NdFeB v synchronních motorech náchylné ke korozi?
Před prozkoumáním metod ochrany je důležité porozumět základním příčinám koroze u slinutých magnetů NdFeB (neodym-železo-bor) – nejsilnějších dostupných permanentních magnetů, které jsou však přirozeně náchylné k degradaci. Tato zranitelnost je zesílena u synchronních motorů (používaných v elektrických vozidlech, průmyslových pohonech a systémech obnovitelné energie), které často pracují v drsném prostředí:
Slabé složení materiálu:
Slinuté magnety NdFeB obsahují 25–35 % neodymu (Nd) a 60–70 % železa (Fe) – oba vysoce reaktivní kovy. Nd na vzduchu rychle oxiduje za vzniku volných, porézních oxidů (Nd2O3), zatímco Fe v přítomnosti vlhkosti rezaví (Fe2O3/Fe3O4). Slinutá struktura magnetu (vzniklá lisováním a zahříváním prášku) také vytváří drobné póry (0,1–1 μm) na jeho povrchu – tyto póry zachycují vlhkost, kyslík a nečistoty (např. motorový olej, prach), což urychluje lokalizovanou korozi (pitting).
Provozní prostředí synchronního motoru:
Synchronní motory vystavují magnety korozním spouštěčům, které zhoršují degradaci:
Vlhkost: Motory v EV (podvozek), průmyslová čerpadla (u vody) nebo větrné turbíny (venkovní) absorbují vlhkost nebo vodní páru, která reaguje s Nd a Fe.
Kolísání teploty: Motory se během provozu zahřívají (80–150 °C) a ochlazují, když jsou vypnuté – tento „tepelný cyklus“ způsobuje kondenzaci uvnitř motoru a ukládá kapalnou vodu na povrch magnetu.
Chemické nečistoty: Motorová maziva (s přísadami síry nebo chlóru), chladicí kapaliny (na bázi glykolu) nebo průmyslové výpary (v továrnách) působí jako elektrolyty a urychlují elektrochemickou korozi (hlavní příčina selhání magnetu).
Mechanické namáhání: Vibrace rotoru u vysokorychlostních synchronních motorů (např. trakčních motorů EV) mohou popraskat ochranné povlaky a vystavit holý magnetový materiál korozivním prvkům.
Nechráněná koroze snižuje hustotu magnetického toku magnetu (o 5–20 % během 1–2 let) a oslabuje jeho mechanickou pevnost – což nakonec vede k nevyváženosti rotoru, poklesu účinnosti motoru nebo úplnému rozpadu magnetu.
 Kliknutím navštívíte naše produkty: slinuté magnety NdFeB v synchronních motorech
Kliknutím navštívíte naše produkty: slinuté magnety NdFeB v synchronních motorech
Jaké technologie povrchové úpravy jsou nejúčinnější pro ochranu proti korozi?
Povrchové nátěry jsou první linií obrany slinuté magnety NdFeB v synchronních motorech – fungují jako bariéra mezi magnetem a korozivními prvky. Volba povlaku závisí na provozní teplotě motoru, vystavení vlhkosti a cenových omezeních. Níže jsou uvedeny nejúčinnější možnosti:
Bezproudový nikl-fosforový (Ni-P) povlak (nejběžnější pro motory)
Jak to funguje: Proces chemické depozice, který vytváří na povrchu magnetu stejnoměrnou hustou vrstvu niklu a fosforu (tloušťka 5–20 μm). Povlak je po nanesení amorfní (nekrystalický) a tepelným zpracováním (200–400°C) se přemění na tvrdou strukturu odolnou proti opotřebení (HV 800–1000).
Odolnost proti korozi: Povlaky Ni-P vydrží 500–1 000 hodin testování v neutrální solné mlze (NSS) (podle ASTM B117) bez červené rzi – daleko přesahující 240hodinové minimum pro aplikace motorů. Nátěr uzavírá povrchové póry a zabraňuje pronikání elektrolytu.
Výhody synchronního motoru:
Toleruje vysoké teploty (až 200 °C) — kompatibilní s většinou provozních rozsahů synchronních motorů (80–150 °C).
Vynikající přilnavost ke slinutému NdFeB (i na nepravidelných tvarech magnetů, jako jsou obloukové segmenty pro rotory).
Odolává motorovému oleji a chladicím kapalinám – žádná chemická reakce s běžnými mazivy.
Omezení: Náchylné k praskání při extrémních tepelných cyklech (např. EV motory, které se rychle zahřejí z 25 °C na 150 °C). Pro takové případy se pro zvýšení flexibility používá "Ni-P vrchní nátěr" (např. epoxid).
Nátěr z epoxidové pryskyřice (nákladově efektivní pro prostředí s nízkou vlhkostí)
Jak to funguje: Tekutý epoxid (termosetový polymer) se nastříká nebo ponoří na magnet, poté se vytvrdí při 80–120 °C za vzniku tenkého (10–30 μm) filmu. Pro zvýšení výkonu lze přimíchat aditiva jako keramické částice nebo inhibitory koroze (např. fosforečnan zinečnatý).
Odolnost proti korozi: Standardní epoxidové nátěry vydrží 200–400 hodin testování NSS; „vysoce výkonný“ epoxid (s inhibitory koroze) dosahuje 600 hodin. Nátěr je nepropustný pro vlhkost a oleje.
Výhody synchronního motoru:
Nízká cena (1/3 ceny Ni-P) – ideální pro průmyslové motory citlivé na rozpočet (např. malá čerpadla).
Flexibilní – odolává praskání v důsledku vibrací nebo tepelných cyklů (kritické pro trakční motory EV).
Izolační vlastnosti – zabraňuje elektrickému zkratu mezi magnety a součástmi rotoru.
Omezení: Odolnost vůči nízkým teplotám (max. 120 °C) – není vhodné pro vysoce výkonné synchronní motory (např. generátory větrných turbín, které dosahují 150 °C).
Povlaky s fyzikální depozicí z plynné fáze (PVD) (vysokoteplotní, vysoce výkonné)
Jak to funguje: Proces na bázi vakua, který odpařuje kovy (např. hliník, chrom) nebo keramiku (např. Al₂O₃, TiN) a nanáší je jako tenký (1–5 μm) film na povrch magnetu. PVD povlaky jsou husté, jednotné a pevně přilnou k magnetu.
Odolnost proti korozi: Povlaky PVD Al₂O₃ vydrží 1000 hodin testování NSS a odolávají oxidaci až do 500 °C. Jsou nepropustné pro kyseliny, zásady a chladicí kapaliny motoru.
Výhody synchronního motoru:
Extrémní teplotní tolerance – ideální pro vysoce výkonné synchronní motory (např. letecké pohonné motory, průmyslové pohony), které pracují při 150–250 °C.
Tenký povlak (žádný vliv na rozměry magnetu) – kritický pro přesné rotorové sestavy, kde velikost magnetu ovlivňuje vyvážení.
Omezení: Vysoká cena (5x vyšší než Ni-P) a omezená na malosériovou výrobu – většinou se používá v leteckých nebo prémiových EV motorech.
Slitinový povlak zinek-nikl (Zn-Ni) (odolný vůči slané vodě)
Jak to funguje: Proces galvanického pokovování, který vytváří na povrchu magnetu slitinu zinku a niklu o tloušťce 5–15 μm (10–15 % niklu). Slitina tvoří pasivní oxidovou vrstvu (ZnO·NiO), která samozaceluje drobné škrábance.
Odolnost proti korozi: Vydrží 1000 hodin testování NSS – vynikající pro motory vystavené slané vodě (např. námořní synchronní motory, pobřežní větrné turbíny).
Výhody synchronního motoru:
Vynikající odolnost vůči slané vodě – překonává Ni-P v pobřežním nebo mořském prostředí.
Dobrá tažnost – odolává praskání v důsledku vibrací rotoru.
Omezení: Nižší teplotní odolnost (max 150°C) a vyšší cena než Ni-P pro nenámořní aplikace.
Jak optimalizovat konstrukci magnetu a sestavu motoru pro ochranu proti korozi?
Samotné povrchové povlaky nestačí – výběr designu sestavy magnetu a motoru hraje zásadní roli při minimalizaci rizika koroze. Tyto optimalizace doplňují povlaky a prodlužují životnost magnetů:
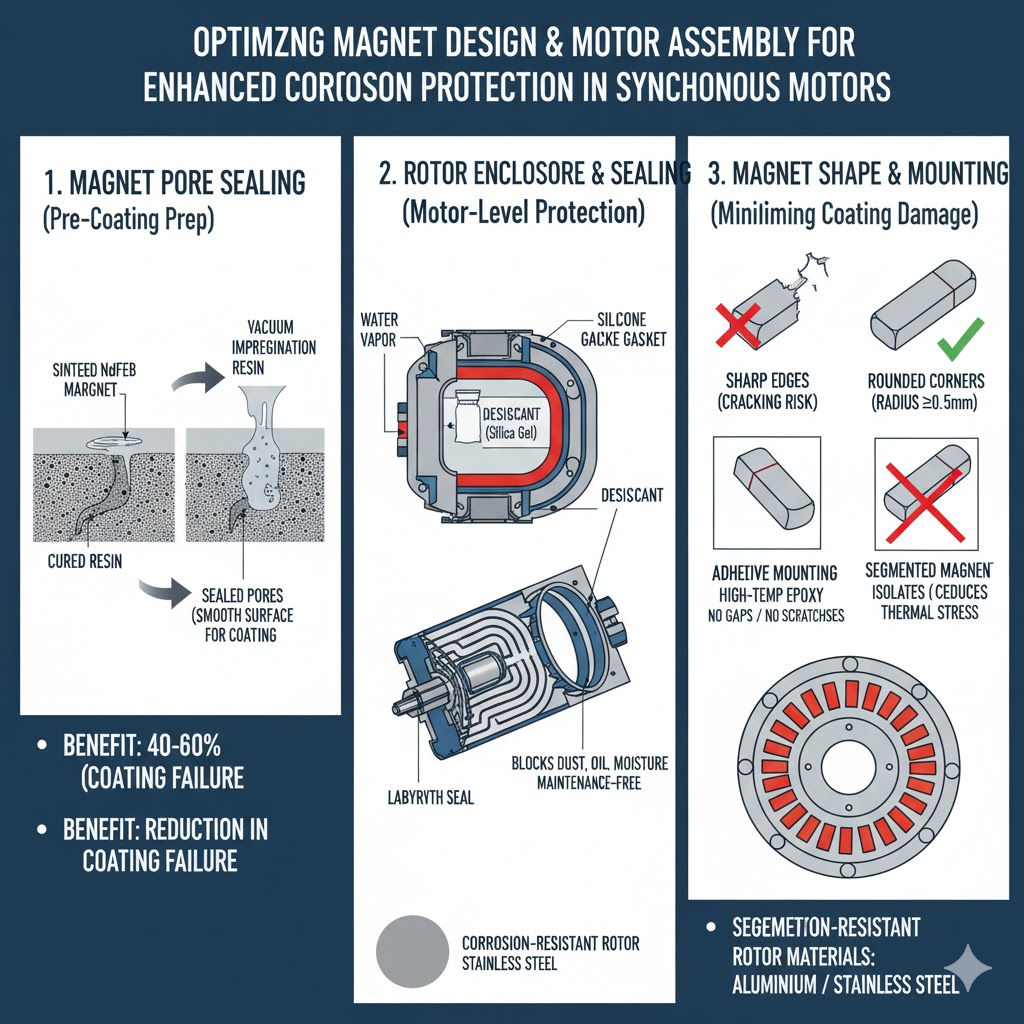
Magnetické utěsnění pórů (předběžná příprava nátěru)
Povrchové póry slinutého NdFeB zachycují vlhkost a nečistoty, což snižuje účinnost nátěru. Utěsnění pórů před nátěrem je nezbytné:
Proces: Po slinování jsou magnety ponořeny do nízkoviskózní pryskyřice (např. akrylové nebo silikonové), která proniká do pórů (prostřednictvím vakuové impregnace), poté se vytvrzují, aby se uzavřely. Tím se vytvoří hladký povrch bez pórů pro přilnavost nátěru.
Výhoda: Uzavřené póry snižují selhání nátěru o 40–60 % – nátěry již „nepřemosťují“ póry (které mohou praskat a propouštět vlhkost dovnitř). U magnetů synchronního motoru je tento krok povinný pro povlaky Ni-P nebo PVD.
Kryt a těsnění rotoru (ochrana na úrovni motoru)
Rotor motoru (kde jsou namontovány magnety) by měl být uzavřen, aby se k magnetům nedostala vlhkost a nečistoty:
Hermetické těsnění: U motorů ve vlhkém prostředí (např. EV, námořní aplikace) použijte hermeticky utěsněné pouzdro rotoru s pryžovými těsněními (např. nitrilové nebo silikonové), které blokuje vodní páru. Do pouzdra přidejte vysoušedlo (např. silikagel), abyste absorbovali zbytkovou vlhkost.
Labyrintová těsnění: U vysokorychlostních synchronních motorů (např. větrné turbíny) použijte labyrintová těsnění (do sebe zapadající kovová žebra) na hřídeli rotoru – vytvářejí klikatou dráhu, která zabraňuje vnikání prachu, oleje a vlhkosti do oblasti magnetu. Labyrintová těsnění jsou bezúdržbová a kompatibilní s vysokými teplotami.
Materiály rotoru odolné proti korozi: Pro jádro rotoru použijte hliník nebo nerezovou ocel (304/316) – tyto materiály nekorodují a zabraňují galvanické korozi (když různé kovy, jako je železo a měď, reagují v přítomnosti elektrolytů).
Tvar a montáž magnetu (minimalizace poškození povlaku)
Způsob, jakým jsou magnety tvarovány a namontovány v rotoru, ovlivňuje integritu povlaku:
Hladké hrany a rohy: Vyhněte se ostrým hranám (které jsou náchylné k praskání povlaku) navržením magnetů se zaoblenými rohy (poloměr ≥0,5 mm). Ostré hrany se mohou během montáže odštípnout a odhalit tak obnažený magnetický materiál.
Montáž lepidlem (místo mechanického upínání): Použijte vysokoteplotní epoxidová lepidla (např. epoxidové pryskyřice s keramickými plnivy) k připojení magnetů k rotoru – mechanické svorky (např. kovové držáky) mohou poškrábat povlaky nebo vytvořit mezery, kde se hromadí vlhkost. Lepidla také vyplňují malé mezery mezi magnety a rotorem a snižují zachycování vlhkosti.
Konstrukce segmentového magnetu: Pro velké rotory použijte malé segmentové magnety (místo jednoho velkého magnetu) – pokud je poškozen povlak jednoho segmentu, koroze se omezí na tento segment (zabraňuje úplnému selhání rotoru). Segmenty také snižují tepelné namáhání (menší expanze/kontrakce), čímž se snižuje riziko praskání povlaku.
Jaké postupy údržby a provozu zabraňují korozi?
I přes povrchovou úpravu a optimalizaci konstrukce je pravidelná údržba a správný provoz klíčem k prodloužení životnosti magnetů u synchronních motorů. Tyto postupy se týkají opotřebení, poškození povlaku a vystavení vlivům prostředí:
Rutinní kontrola a opravy nátěru
Vizuální kontroly: Každých 6–12 měsíců (nebo po vystavení extrémním podmínkám, jako je silný déšť), zkontrolujte vnitřek motoru (prostřednictvím kontrolních otvorů), zda nevykazuje známky koroze: červená/hnědá rez na magnetech, bublající nebo odlupující se povlaky nebo usazeniny bílého oxidu.
Nedestruktivní testování (NDT): U kritických motorů (např. větrné turbíny) použijte ultrazvukové testování k detekci skryté koroze pod povlaky (např. důlkové otvory uvnitř pórů) nebo testování vířivými proudy ke kontrole tloušťky povlaku.
Bodové opravy: Pokud zjistíte malé poškození povlaku (např. škrábnutí), očistěte oblast alkoholem, naneste malé množství epoxidové pryskyřice (u nízkoteplotních motorů) nebo Ni-P opravné barvy (u vysokoteplotních motorů) a vytvrďte podle pokynů výrobce. Tím se zabrání šíření lokální koroze.
Regulace vlhkosti a teploty
Odvlhčování: U motorů skladovaných nebo provozovaných v prostředí s vysokou vlhkostí (RH >60 %) nainstalujte do motorovny odvlhčovač nebo použijte vyhřívaný rotor (malý ohřívač uvnitř rotoru), aby byl interiér suchý (RH < 40 %).
Vyhněte se tepelným šokům: Minimalizujte rychlé změny teploty (např. spuštění studeného motoru při plné zátěži) – tepelný šok způsobuje praskání povlaku. Místo toho zvyšujte otáčky motoru postupně (během 5–10 minut), aby se magnet a povlak rovnoměrně zahřívaly.
Údržba chladicí kapaliny: U kapalinou chlazených synchronních motorů kontrolujte hladinu a kvalitu chladicí kapaliny každých 3–6 měsíců. Vyměňte chladicí kapalinu, která je kontaminovaná vodou (pro měření koncentrace glykolu použijte refraktometr) nebo má pH mimo rozsah 7–9 (kyselá/zásaditá chladicí kapalina koroduje povlaky).
Správa kontaminantů
Kontrola oleje a prachu: Udržujte oblast motoru v čistotě – rozlitý olej okamžitě otřete (motorový olej obsahuje síru, která degraduje povlaky Ni-P) a použijte vzduchové filtry, abyste zabránili hromadění prachu (prach zachycuje vlhkost, urychluje korozi).
Zabraňte vystavení chemikáliím: U průmyslových motorů zajistěte, aby motor nebyl vystaven kyselinám, zásadám nebo rozpouštědlům (např. Pokud dojde k expozici, opláchněte vnější povrch motoru vodou (pokud je to bezpečné) a důkladně jej osušte.
Manipulace na konci životnosti
Když je motor vyřazen z provozu, odstraňte a zkontrolujte magnety – pokud jsou povlaky neporušené a koroze je minimální, lze magnety znovu použít v motorech s nižším výkonem (např. u malých čerpadel). To snižuje množství odpadu a snižuje náklady na výměnu. Zkorodované magnety řádně zlikvidujte (v souladu s místními předpisy), abyste zabránili kontaminaci životního prostředí (Nd je kov vzácných zemin, který se může vyluhovat do půdy/vody).
Jaké jsou nejlepší postupy pro specifické aplikace synchronních motorů?
Potřeby ochrany proti korozi se liší podle aplikace – níže jsou přizpůsobená doporučení pro nejběžnější použití synchronních motorů:
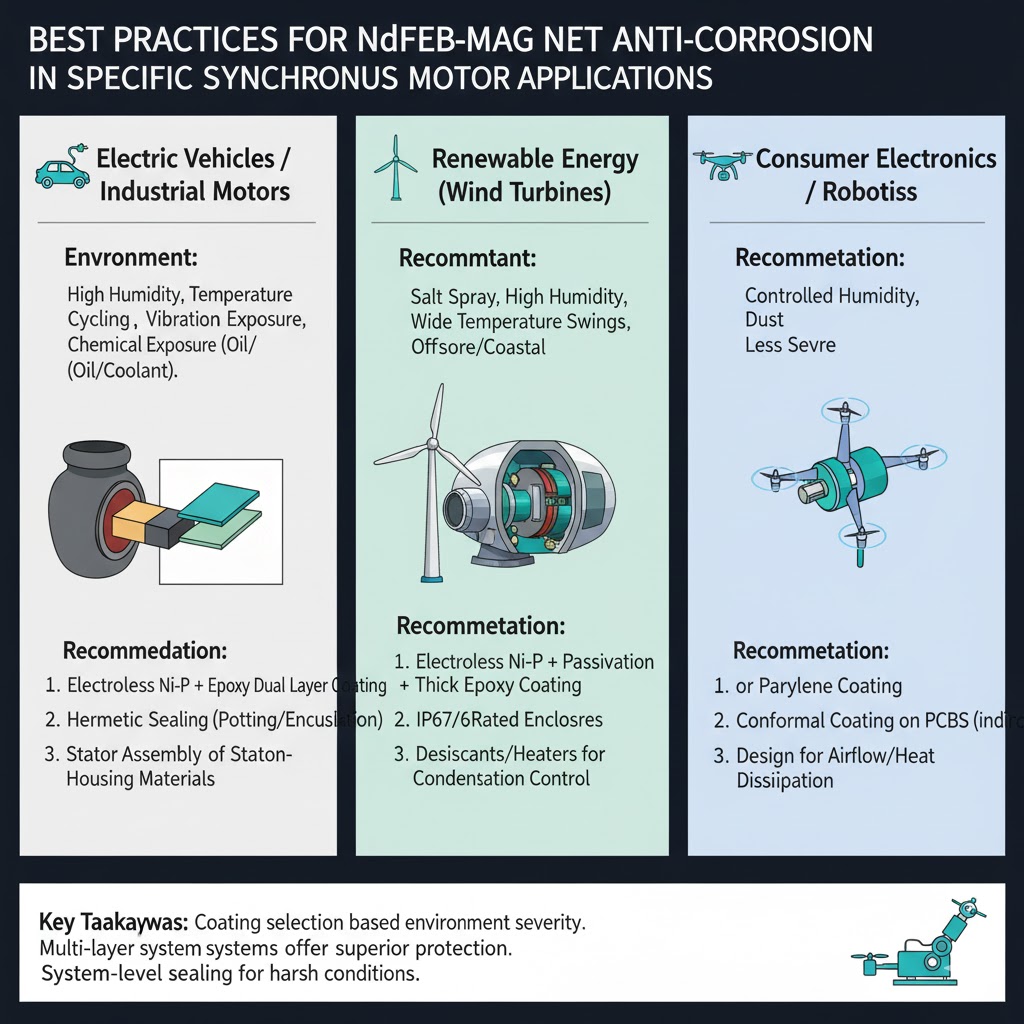
Trakční motory EV (vysoké vibrace, tepelné cyklování)
Nátěr: Ni-P epoxidový vrchní nátěr (Ni-P pro odolnost proti korozi, epoxid pro flexibilitu, aby vydržel vibrace/tepelné cykly).
Provedení: Hermeticky uzavřený rotor se silikonovým těsněním, segmentovými magnety spojenými vysokoteplotním epoxidem a vysoušedlem v krytu rotoru.
Údržba: Kontrolujte kvalitu chladicí kapaliny každých 6 měsíců, vyhněte se jízdě hlubokou vodou (abyste předešli netěsnostem skříně) a opravte poškození nátěru po kolizích.
Generátory větrných turbín (venkovní, vystavení slané vodě)
Povlak: slitina Zn-Ni (pro pobřežní turbíny) nebo PVD Al₂O₃ (pro vysokoteplotní vnitrozemské turbíny).
Provedení: Labyrintové těsnění na hřídeli rotoru, jádro rotoru z nerezové oceli a dešťový štít na motoru, aby se zabránilo přímému vystavení vodě.
Údržba: Roční kontroly NDT, každé 3 měsíce vyčistěte vnější povrch motoru čerstvou vodou (k odstranění usazenin soli) a každé 2 roky vyměňte vysoušedlo.
Motory průmyslových čerpadel (mokré, vystavení chemikáliím)
Nátěr: Epoxidová pryskyřice s inhibitory koroze (cenově efektivní) nebo Ni-P (pro chemickou odolnost).
Provedení: Hermetické těsnění rotoru, nalepené magnety a pouzdro rotoru odolné proti korozi (hliník).
Údržba: Měsíčně kontrolujte, zda nedochází k úniku chladicí kapaliny, každých 12 měsíců vyměňte opotřebovaná těsnění a v blízkosti motoru nepoužívejte agresivní chemikálie.
Stručně řečeno, ochrana slinutých magnetů NdFeB v synchronních motorech vyžaduje vícevrstvý přístup: účinné povrchové nátěry (přizpůsobené aplikaci), optimalizace designu (utěsnění pórů, těsnění rotoru) a pravidelnou údržbu (kontrola, kontrola vlhkosti). Kombinací těchto strategií mohou výrobci a operátoři prodloužit životnost magnetů z 5–8 let na 15–20 let, čímž se sníží prostoje motoru a náklady na výměnu, což je kritické pro spolehlivost elektrických vozidel, systémů obnovitelné energie a průmyslového vybavení.
Jinlun Magnet se specializuje na výzkum a vývoj, výroba a prodej vysoce výkonných permanentních vzácných zemin magnetických materiálů.
Rychlé odkazy
Kontaktní informace.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 č. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, provincie Zhejiang, Čína
č. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, provincie Zhejiang, Čína
Mobilní QR kód
autorská práva © Ningbo Jinlun Magnet Technology Co., Ltd. Všechna práva vyhrazena.
Čína výrobce sintrovaných magnetů NdFeB velkoobchod továrna na slinuté NdFeB magnety

TOP

